Vozeći sila u Laser Koloturnik poravnanja
Usklađivanje stanje ček
Neusklađenosti stanja radi provjere uključuju vertikalni kutnost, Horizontalna kutnost i pomak. Položaj prenosivih laserske linije na reflektor pokazuje vertikalne kutnost i pomak. Horizontalna kutnost pokazuje pozicija ogleda laserske linije na odašiljač.
Tipičan stroj Neusklađenosti
Vertikalna Kutnost |
Pomak |
Horizontalna Kutnost |
Neusklađenosti uvjeta kao što su prikazani na na Pulley Pro® 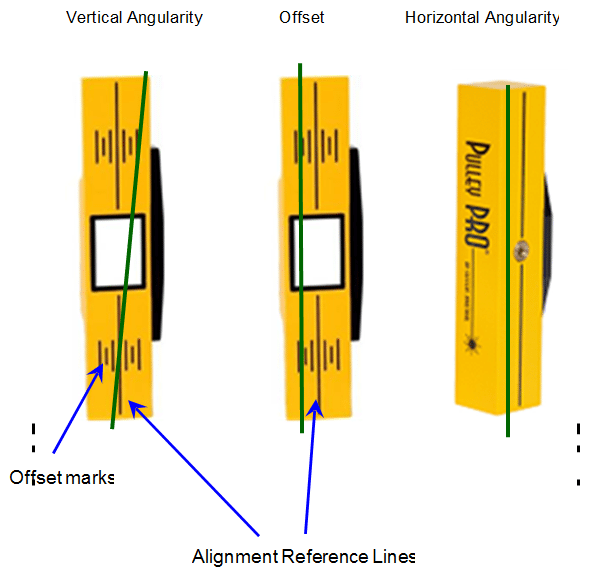
Za različite koloturnik rub debljine, pomoću pomaka tragove na licu reflektor utvrditi iznos prebija. Ožiljci su u 1/8 palac koracima.
Usklađivanje procesa treba provoditi u području zaštićenom od jakoj sunčevoj svjetlosti, ili zasjenjenom području kako bi se omogućilo jednostavno pregledavanje laserske linije na Koloturnik pro® jedinice.
Ispravljanje neusklađenosti koloturnik
- Ispravne vertikalne kutnost po podmetanje pokretni stroj koristeći polugotove 304 nehrđajući čelik pločice. Korekcija ovaj gumenim umecima koji se mogu promatrati na reflektor.
- Ispraviti pomak podešavanjem Pomični koloturnik ili stroj aksijalno. Ova Korekcija se mogu promatrati na reflektor jedinica.
- Ispravan horizontalne kutnost podešavanjem stroj lateralno. To može biti pregledan odašiljač tijekom prilagođavanja.
Tri koraka iznad, brzo bi trebao biti dovršen poravnanje remen pogona. Međutim, jedna Korekcija poravnanja može utjecati na druge uvjete poravnanja, tako gore Navedeni postupak možda morati ponavljati do sistem je potpuno usklađen.
Dobar poravnanje postiže se kada se odašiljač laserom linija i odgovarajući ogleda laserske linije poklapaju sa pravcima referenca na reflektor i laserski odašiljač odnosno.
Reflektor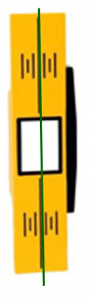 |
Izvor |
Nad glavom |
VAŽNOST DOBRE KOLOTURNIK PORAVNANJA
Dobar koloturnik poravnanje povećava pojas disk pouzdanost i učinkovitost smanjujući prijevremeno trošenje ili Neuspjeh koloturnici, ležajevi i remenje. Koloturnici mogu biti poravnati dogovoren niz i straight edge metoda, Ali to je često dugotrajan i sklona pogreške.
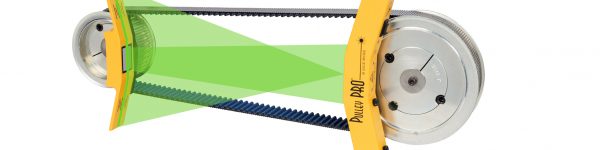
Koloturnik pro® je laserski sustav posebno dizajniran za poravnanje remenski pogon opreme. Patentirana i dokazano ogleda laserske zrake tehnologija značajno pomaže smanjiti vrijeme instalacije pogon, radnu snagu i potencijal pogreške povezane s koloturom poravnanja i instalacije.
Koloturnik pro® sustav koristi povratne zrake kut koji je dvaput je Upadni kut, Tako da reflektira zrake putuju dva puta udaljenost, dramatično povećava točnost.
Poravnanje je označen s velikom točnošću, rezultira rada uštede i povećanje proizvodnje neprekidnog rada.
Priprema za prodaju
Prije početka bilo kakvih radova osigurati osnovnu sigurnost da budeš poštovan.
Preširoka odjeća ili dugu kosu ne smije ni blizu pojas upravljan strojeva. Sva oprema mora biti zaključan i jaona.
Uzroci neuspjeha pojas
Prije početka bilo koji koloturnik poravnanja, uzroci pojas ili koloturnik Neuspjeh mora biti ispitan i ispraviti kako bi se spriječilo ponavljanje.
Uzroci neuspjeha mogu uključivati:
- Jadni pogon održavanje (pogrešno zatezanja, koloturnik neusklađenosti)
- Okolišni čimbenici (sunčevoj svjetlosti, oštre fluktuacije)
- Nepravilno umetanje (pogrešno pojaseva/koloturi, pojasevi natjerana brazde),
- Radni faktora (preopterećenja, šok opterećenja)
Inspekcija
Provesti vizualnu kontrolu pojaseva i svaki koloturnik i svojim utorima. Tražiti i osjećaju za pukotine, čips, ili pretjerano groove trošenja. Pravi kontakt između trake i valjci se mora osigurati.
Istrošene pojaseve ili valjci i ostale komponente treba zamijeniti prije nego što nastavite s koloturom poravnanja.
Koloturnik poravnanja
Mekana stopala
Pregledajte pokretni stroj za "meka stopala". Ispitivanje terena mjerila možete koristiti pod osloboditi noge za mjerenje jaz. Shim stroj stopala sa najveća količina jaz (iznos označene s crpke spremnika) dok nema čitanje je veće od 0,05 mm (0.002"ili 2 Mils).
Korištenje polugotove 304 nehrđajući čelik pločice. Teške "meka stopala" iskrivljuje stroj okvir kada pribijeno, nanošenje štete pečata i ležajevi. To može također dovesti do visoka vibracija na stroj ležajevi.
Pogon pojaseva
Na stanje istrošenih pojasa je dobar pokazatelj vrste asimetrije ili drugih problema koji mogu biti prisutni. Pojasevi se mora promijeniti čim otkrije nepotrebnog trošenja. Za višestruki remenski pogon, zajedno mora se zamijeniti sve remenje. Samo remenje od istog proizvođača treba kombinirati zajedno kako bi pojasevi jednako podijeliti teret.
Kako bi se zamijeniti remenje na remenskog pogona, Oni prvo mora biti raskliman. To se često postiže jednostavnim navijanjem vozač ili pogonskoj jedinici i smanjujući udaljenost centar. U drugim slučajevima, gotovan koloturnik možda morati opustila i preselila. Pojasevi nikada ne mora biti prisiljeni ili namotan na remenica jer to može oštetiti vitla kao pojas vlačnih kabel.
Novi pojasevi moraju biti pravilno skladišteni.
- Oni treba držati na hladnom, suhom mjestu bez izlaganja izravnoj sunčevoj svjetlosti ili topline.
- Također bi trebao ne biti visjele su s jednim kvačice.
Za dodatne informacije, obavezno navesti "pojas voziti preventivne održavanje & Priručnik sigurnosti".
Koloturnici
Ako instalirate novi valjci i trake osiguravaju da ispravi--remenicu kombinacija i ispravnu veličinu pojasevi su odabrani. Postojeći valjci treba provjeriti pažljivo trošenje i zamijeniti u slučaju potrebe. Konzultirati "Remenski pogon preventivno održavanje & Priručnik sigurnosti".
OMOTAČ ČAHURE
Aksijalni koloturnik ponestane će utjecati na očitanja poravnanja. Aksijalni isteklo treba potvrditi da se unutar preporučenih granica.
KOLOTURNIK & PODEŠAVANJE POGON TRAKE
Postoje tri osnovne parametre koji opisuju koloturnik neusklađenosti. Među njima su vertikalne kutnost, Horizontalna kutnost, i Aksijalni pomak i može pojaviti u bilo kojoj kombinaciji.
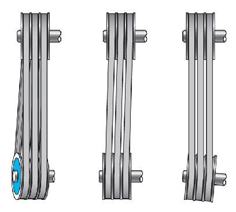
Postoji nekoliko koloturnik poravnanje postava metoda.
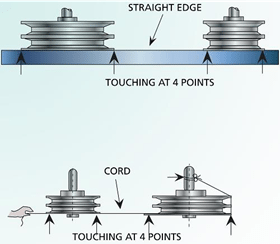
Najčešća je mjera i niz metoda u kojoj konce mora dodirnuti dva rubove svaki koloturnik lice istovremeno (četiri točke kontakta za diskove sa dva pulleys).
Se valjci treba okretati pola okrenuti i provjeriti opet. Budući da niz može saviti iza ugla, Nije lako razlikovanje između offset i horizontalne kutnost kada je napravio samo tri točke kontakta. Mjera ili niz također ne može uvijek otkriti uviti kut.
Ravna oštrica metoda
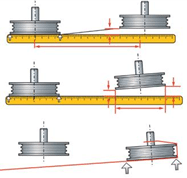 Niz metoda
Niz metoda
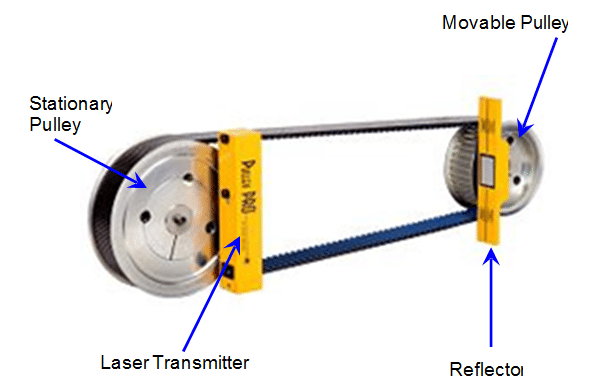
Koloturnik pro® drugestrane nosače magnetski lice većina valjci.
Informatičku tehnologiju laserske linije na reflektor koji je magnetski priložen drugi kolut lice. Usklađivanje uključuje osiguranje prenosivih i reflektiranog laserske linije podudaraju sa odgovarajućim referenca linije.
Dijagrami ispod prikazuju neusklađenosti uvjeta pomoću Kolotura pro® i odgovarajuće ispravke kao promatrana na jedinice.
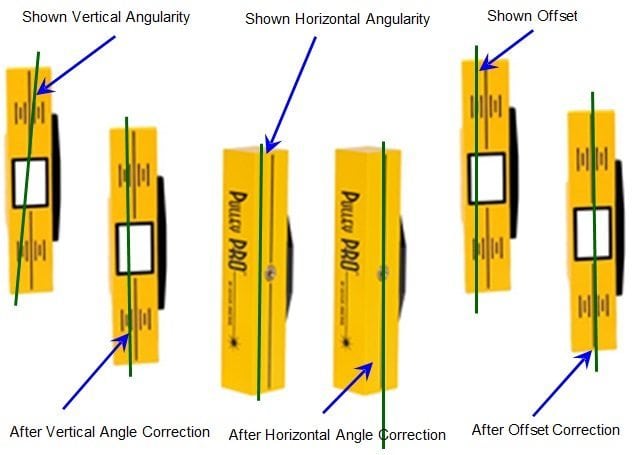
Vertikalna kutnost treba najprije ispraviti. To se postiže podmetanje jedinica Pomični koloturnik montiran na. Sljedeći korak je da ispravi horizontalne kutnost.
To se postiže tako da smjer ili uvijanje pozicija jedinice Pomični koloturnik montiran na. Koristite bočne Jacka vijke ako je dostupna, Inače uređaj ćete morati biti popustio i ponovno je. Konačno, ispravan pomak premještanjem jedinica Pomični koloturnik je montirana na aksijalno ili ponovnom pozicija jedan na koloturnici na svoju osovinu.
Od obavljanja jedna Korekcija poravnanja gotovo uvijek utječe na druge uvjete poravnanja, Ovaj proces Morat će se ponoviti nekoliko puta.
Slijed u kojem neusklađenosti Korekcija provodi svibanj varirati od jedne situacije do sljedećeg.
